






Ms. Jenny Wang
What can I do for you?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Payment Type:L/C,T/T,D/P,D/A,Paypal
Incoterm:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES
Min. Order:1 Set/Sets
Transportation:Ocean,Air,Land,Express
Port:Ningbo,Shanghai,Shenzhen
$1000-50000 /Set/Sets
Model No.: CT-11006
Brand: Ceeto
Place Of Origin: China
Forming Method: Plastic Injection Mould
Product Material: Plastic
Product: Household Product
Shaping Mode: Injection Mould
Surface Finish Process: Polishing
Mould Cavity: Single Cavity
Plastic Material: HDPE
Process Combination Type: Single-Process Mode
Application: Commodity
Runner: Hot Runner
Design Software: UG
Installation: Fixed
Certification: ISO
Standard: DME
Customized: Customized
Packaging: Wooden box
Productivity: 500000shots/mold life
Transportation: Ocean,Air,Land,Express
Place of Origin: China
Supply Ability: 10sets/month
Certificate: ISO
HS Code: 8480790090
Port: Ningbo,Shanghai,Shenzhen
Payment Type: L/C,T/T,D/P,D/A,Paypal
Incoterm: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES




Crate mold technical points. Correct troubleshooting should take a systematic approach to problem solving.There are two types of failures: problems involving quality control and problems encountered when starting production. If a piece of work has been successfully produced in the past, but now the product is not up to standard, then there is a problem involving quality control.These problems are the result of changes in some factors in the process. To solve these problems, you must determine what has changed and return the process to an appropriate state.Problems at the start of production occur during the commissioning of a new mould or machine.
Most quality control problems are caused by process conditions, materials, or maintenance of machines and molds.If the problem occurs after the material is changed, try another batch.It is advisable to keep a sample of the previous batch of materials.

If the setting of the die is based on previously successful work pieces, check the original setting conditions.If the mold is moved to another machine for use, minor adjustments may be required for the new machine.If the die is modified during its downtime, a process adjustment may be required.
To solve the problems encountered at the beginning of production, it is necessary to determine the range of materials to ensure that a set of conditions can produce a qualified workpiece.
The process conditions are first set at the midpoint of the material processing range, and then the process is adjusted to solve any observed problems.If it is not possible to produce a successful artifact, determine which combinations of variables must be changed in order to solve the problem.These changes may include material selection, machine selection and/or mold redesign.

Technical issues when start to make production for crate mould
Welding mismatch
Venting NG
The vent is located at the final filling site and at the front end of the junction melt
Increase vent size.
Melt temperature is too low
Raise melt and/or die temperature.
Increase injection speed.
Lack of plastic and signs of burning
Trapped air and poor exhaust.
Improve vents and/or transfer them to scorched areas.
Lack of plastic but no burning
Material is not enough
Increase injection volume if possible.If not, transfer to a larger machine.
Gate inlet block
Reduce speed and back pressure.
Lower the temperature at the back of the barrel.
Injection pressure is not enough
Increase injection pressure
Material viscosity is too high.
Increase injection speed.
Increase the processing temperature.
Use low viscosity composites.
Enlarge gate and runner sizes.
Overflow crate mold
Over high injection pressure
Reduces injection pressure and time.
Material is too much
Reduce injection volume.
Material viscosity is too low
Reduce injection speed.
Reduce processing temperature.
Mold loose
Process or grind parting surfaces.
Not enough clamping force
Use high viscosity composites.
Increase the clamping tonnage.
Reduce vent thickness.
Transfer to a larger machine.
Pore or collapse
Pores appear in the workpiece.The collapse is detached from the mold wall
Insufficient filling pressure during solidification.
Increase filling pressure and extend time.
Increase gate size.
Transfer the gate to the thickest part.
Increase runner size.
Material shrinkage and melting materials are in short supply
Reduce wall thickness
Air bubbles
The surface of the workpiece bulges on bubbles.

Air trap
Change gate position or modify flow path.
A pin is arranged on the part to eliminate trapped air phenomenon.
The flow trace and reverse filling
Fill from thin to thick.
Transfer gate position to a thicker part.
The flow trace
shadow
The surface is irregular.
Radial ripples.
The flow trace
creasing
This area is not evenly filled.
Change gate position to equalize melt or reduce runner diameter.
Spiral flow pattern
High melt viscosity.
Increase the processing temperature.
Increase injection speed.
Reduce gate size.
Change gate type.
Change gate position to produce impact.
Warp.
Anisotropic contraction.
Changing the gate position causes the melt to flow in only one direction.
High residual molding stress
Increase the processing temperature.
Reduce packing pressure.
Raise mold temperature.
Surface defects
Uneven sheen spots
High molecular weight composites are processed in highly polished molds.
Use the lower molecular weight composite material instead.
Mold cavity is changed to a textured surface (electronic discharge machining, sandblasting, etc.).
Surface defects
Silver or radial markings
The material is contaminated.
Check for moisture (condensation) or dry material.
Check recycled materials for contaminants or moisture.Dry if necessary.
Reduce injection speed.
High shear coefficient.
Increase the processing temperature.
Increase gate size.
Stripper mark
too soft during demoulding.
Extend die closing time.
Reduce mold temperature.
Reduce processing temperature.
Change to a textured mold surface for easier demoulding.
Increase the size of stripper rod.
Increase the drawing inclination of workpiece.
Reduce the wall thickness.
Use composite materials containing mold release agents.
Use harder composites.
Smell of burning
Yellowing of the workpiece
Material degradation.
Replace the machine and see if the problem occurs again.
Reduce processing temperature.(especially at the back of the barrel).
Reduce the mixing ratio of recycled materials.
Shorten your stay.
Replace the machine after parking.
Switch to a smaller machine.
Reduce the temperature of the hot runner system.
Minimize the hot runner manifold dead Angle.
The workpiece is stuck to the side of A half die or fixed die
Lack of release force.
Sandblast A half die.
Polished B half die.
Use A half-die cooler.
Set the locking pin on the B half mode.
Increase the drawing Angle of workpiece in A half die.
During demoulding, the workpiece is glued
Lack of release force.
Extend die closing time.
Reduce mold temperature.
Reduce processing temperature.
Reduce filling and pressure holding.
Sandblasting B semi - die.
Increase the size of stripper rod.
Increase the number of stripper bars.
Increase the drawing inclination of workpiece.
Set air stripping.
Uneven color
Poor dispersion process.
Increase back pressure and/or screw speed.
Change the carrier of color masterbatch to the material with lower melting point.
Pollution.
Check whether the recycled materials are clean.
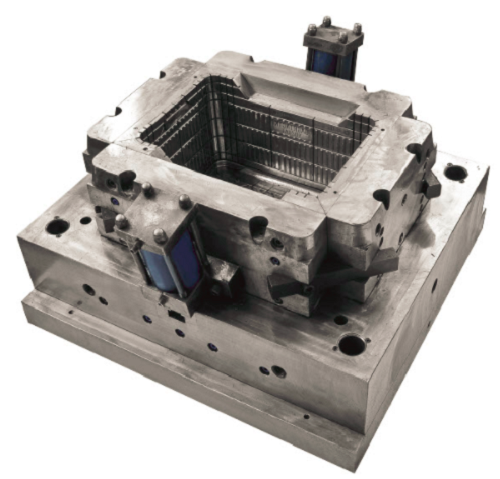
we have done the 1 cavity, 2 and 4 cavities crate mould and 4 cavities stacking mould as well. CRATE MOULD,plastic crate molding,plastic crate molds,crate mouldings,Chinese crate mould manufacturer.


Detailed Plastic Pallet Mould Description
Our service
Quality Control
Calipers and CMM measuring equipment must be used to check critical dimensions of plastic injection moulds, some important points must be check 3 or 4 times and come up with dimension reports, for all "NG" points, we will check them again and know how to improve on the moulds.


We are expecting to have your inquiry whether plastic pallet moulds or plastic pallet products, we will submit you a reasonable price with high-quality moulds and products. Welcome to visit us at your convenient time, we are looking forward to hearing from you, thanks a lot.









